�ܶȰ壨MDF�����Ҋ�ļҾ߰��֮һ���|ܛ�r���������@�ĵõ��V����
���á�
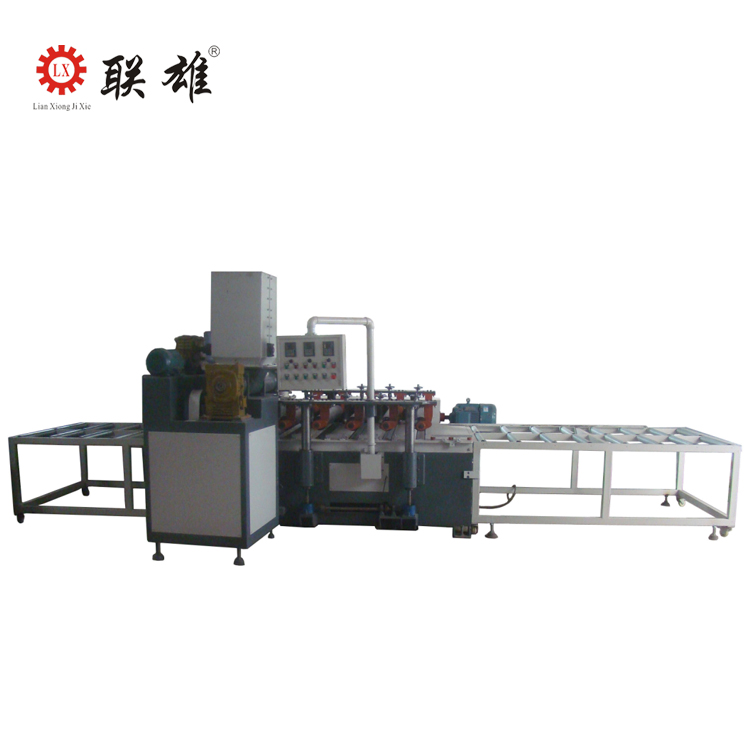
�F�ИI���������ܶȰ�Ϳ�b��ˇ����UV����Y�ϝLͿ�c��Ϳ��ˇ������ɵ�ȫ�Ԅ�
��UVͿ�b���a����������Ͷ�Y�ܶȰ�Ҿӹ��ďS�ң�һ��Ҫ�Ȱ�������ܶȰ�UVͿ�b
�����ט˜ʹ�ˇ���@���ڲ�ُ���PͿ�b�O��r���ܸ��Ӝʴ_�İ������á�
�҂����Y���������ܶȰ�UVͿ�b�Ĺ�ˇ�˜ʣ����������͑���ԃ���ܶȰ���
UV������Ϳ�bЧ�������������M��Ԕ���U����
1.�B���Ṥ��
���^���m̎������ܶȰ壬����������ܶȰ壬�������ܶȰ壬��Ҫ�˹���LͿһ
���B�����_���������ܶȰ���ӿ�϶���Դ_����������Ϳ�b����Ŀ����ԡ���Ȼ��
ͬ������Ǹ��ܶȰ壬���Կ��]ʡ�s�˲��E��
2.ā�����a����
�ڽ�Q�ܶȰ���ӿ�϶�����҂�Ҳ���Ҫ�_�������ƽ������UVā�ӝLͿһ��
����ı����������Դ_������ĸ�������
3.�LͿɫ����
ā�ӌ��p��ɰ�Ⲣ���m����Ŀ�ˮaƷ���ɫ��Ҫ��ʹ��UVɫ�ጢ����LͿ���w
���������`��������Ҫ�ɵ�ɫ��ĝLͿ�cUV�̻������_���������w�������ڴ�
������õ���UV��ɫ�ᣬ����UV�̻��C�ğ�Դ�����ǃH�����o���ص��ġ�
4.������Ϳ����
���Ṥ����ɺ�ɰ�Ⲣ���m������Ϳ���ᣬ���Mһ������������ĸ������c����
�ȣ�߀��Ҫ����Ϳǰ����һ����݁�LͿ�C�������؝Lһ������o��̻���ͬ�r߀��
���_��������O�会���s�|���ߣ�������_������M�o覴á����⣬����e��Ҫ
����Ϳ����Ĥ��ȣ������_�����������Ч������Ϳǰ����Ҫ���Î��D��݁���p݁�L
Ϳ�C���ܴ_��Ч����
5.������﹤��
���Ჽ�E���࣬�������ڏص�UV�̻�֮ǰ���\����ƽ���ͨ���������ܼt�⾀��
��Ӱ���Ȼ��ƽ������ƽ�ض�Ҳ��Ҫ����{����ؿ��������_����ѵ���ƽ��B���_
��UV�̻���ֱ���_���dz�����ĺϸ��Ʒ��
����҂�Ҳ���Խ��h�鱣�oͿ�b������o�p���K������ȫ�ԄӸ�Ĥ��Ĥ�O�䣬��ÿ
һ����ƷUV�ܶȰ��M�б��汣�o����Ȼ�������m���������ܶȰ�UVͿ�b�Ĺ�ˇ�˜ʣ�
��ÿ���S�ҿ��Ը������팍�H��r������҂��M��UVͿ�b�O��ĺ������䣬�ڴ_��Ϳ�b
Ч����ǰ���p��ǰ���O��Ͷ�Y��